
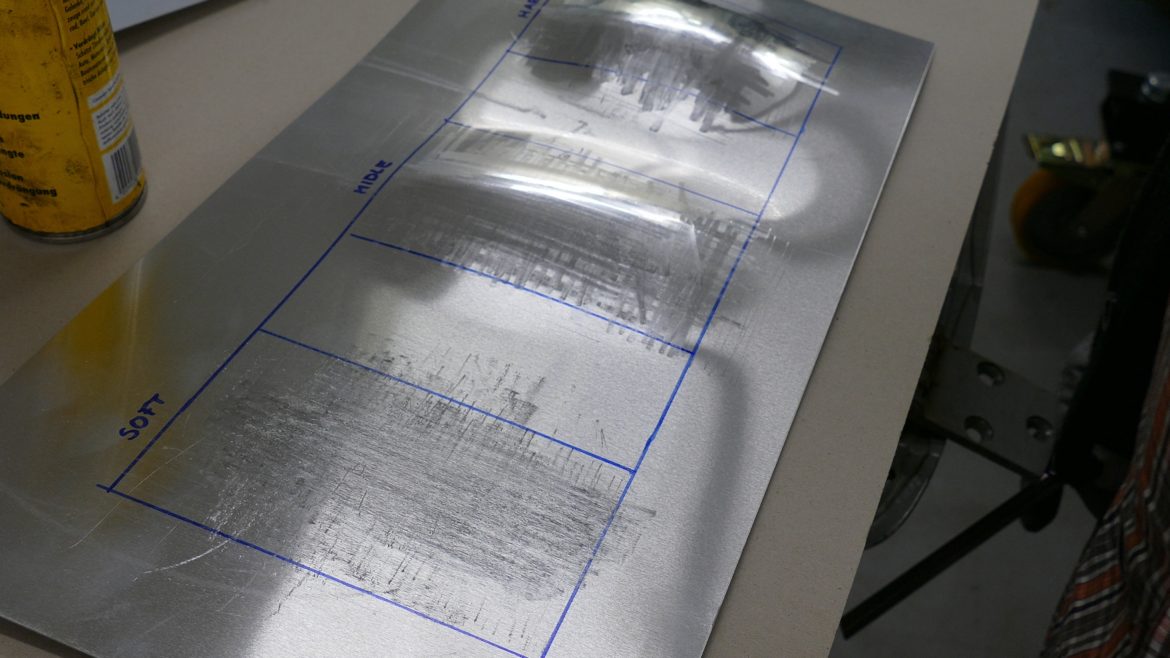
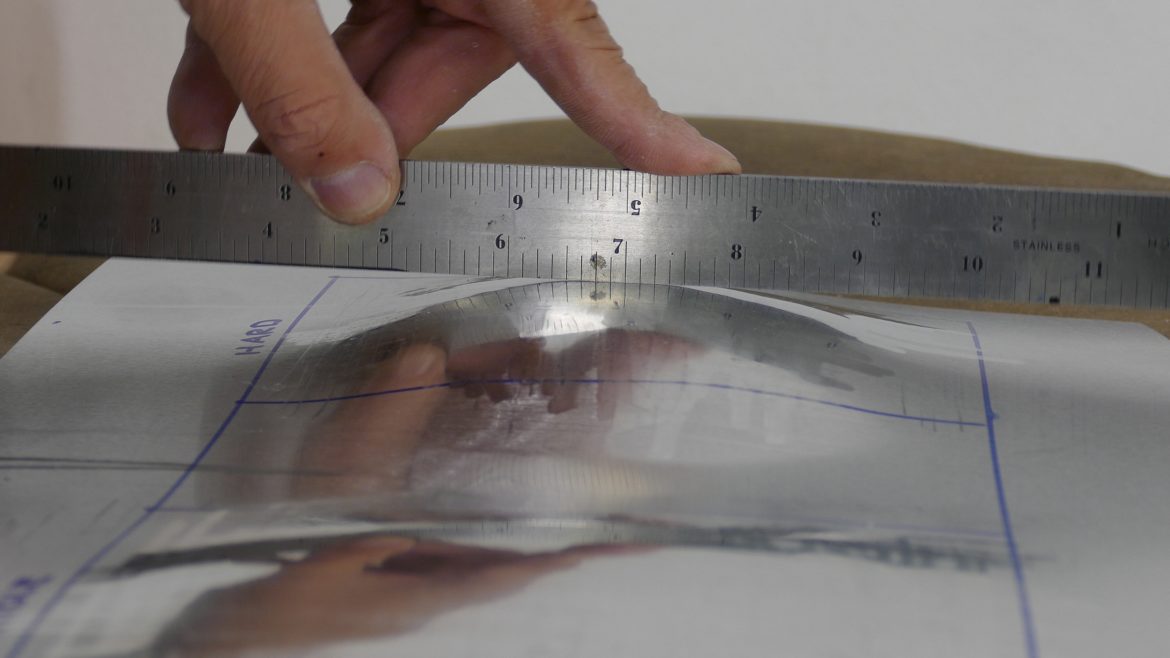
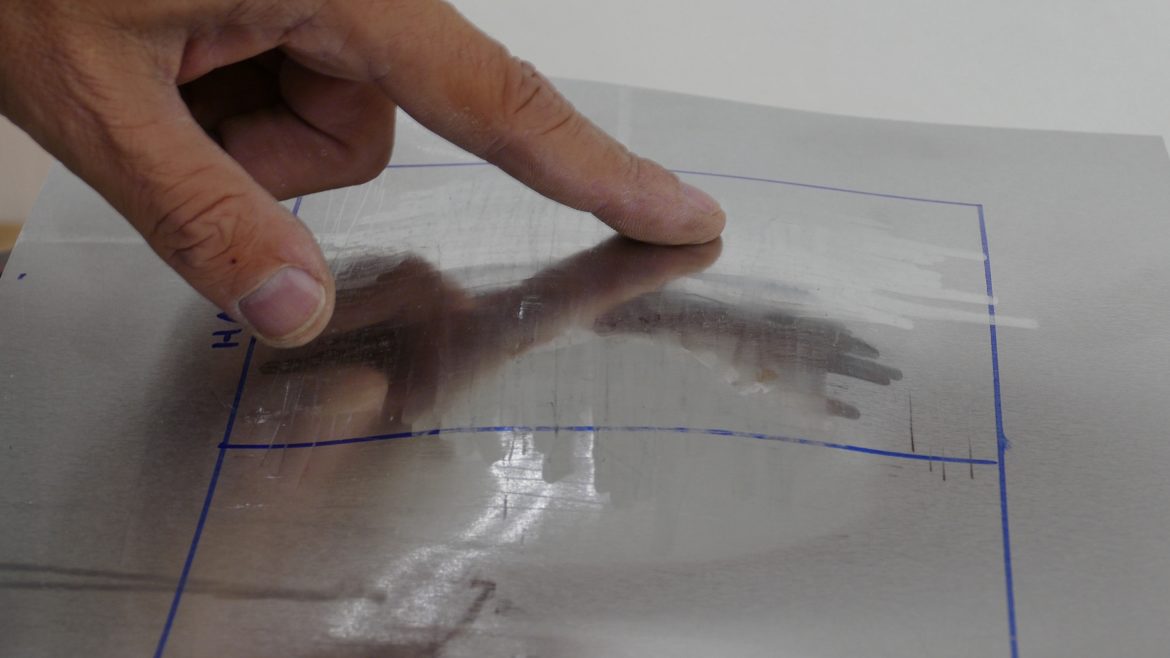
Im ersten Teil haben wir die Grundfunktion der Rollenstreckmaschien gezeigt. Als Basis Einstellung haben wir die „Leichte Stufe“ eingestellt, um zu zeigen, wie Effektiv die Rollenstreckmaschien auch schon beim leichtesten Druck sein kann. In dieser Folge erklären wir die Funktion des Rollendrucks. Auf einem Blech haben wir drei Felder eingezeichnet. Das erste kleine Feld rollen wir wieder mit der „Leichten Stufe“, sprich das Blech wird zwischen die Rollen gesetzt und die Rollen soweit zusammengeführt, bis sich das Blech nur noch mit Widerstand verschieben lässt. Eine viertel Umdrehung mehr und das Blech wird in dem ersten Feld gerollt. Es ist eine weiche feine Wölbung entstanden.
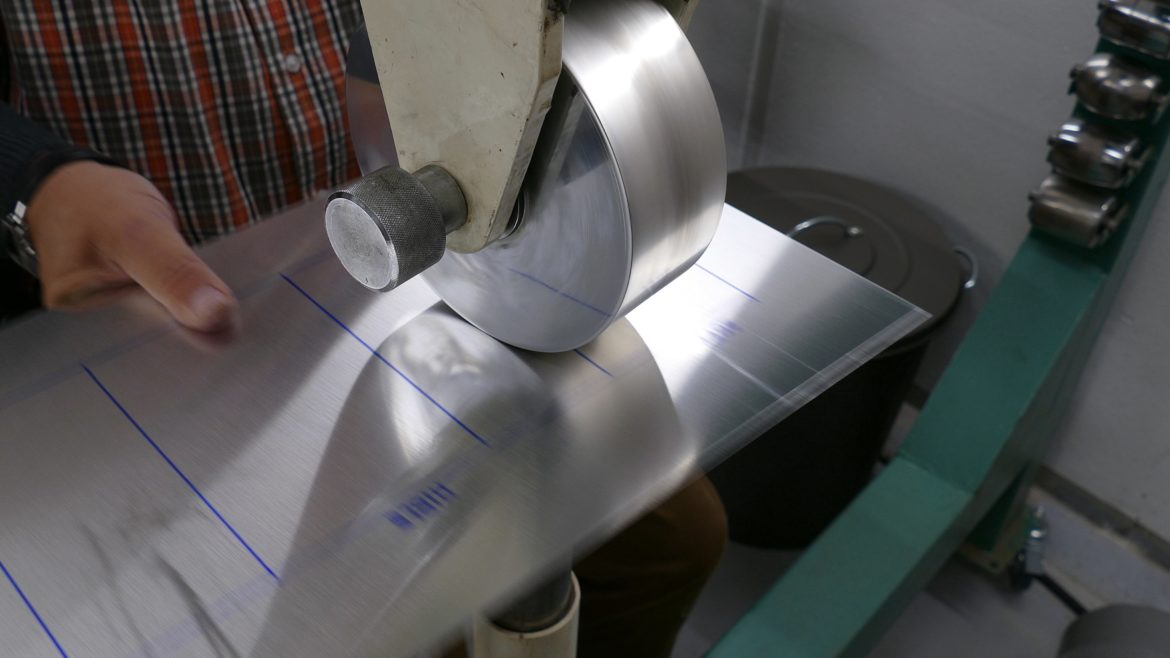
Für das zweite Feld wird der Druck nochmals um eine halbe bis dreiviertel Umdrehung erhöht. Rollt man nun das Blech, erkennt man schon deutlich, dass sich das Blech schneller und höher wölbt. Insgesamt sind auch weniger Züge notwendig, das Blech im Vergleich zu vorher zu wölben. Die Spuren des Rollens sind ebenfalls deutlicher. Betrachtet man nun die finale Wölbung, ist diese nun bereits deutlicher als bei der „Leichten Stufe“
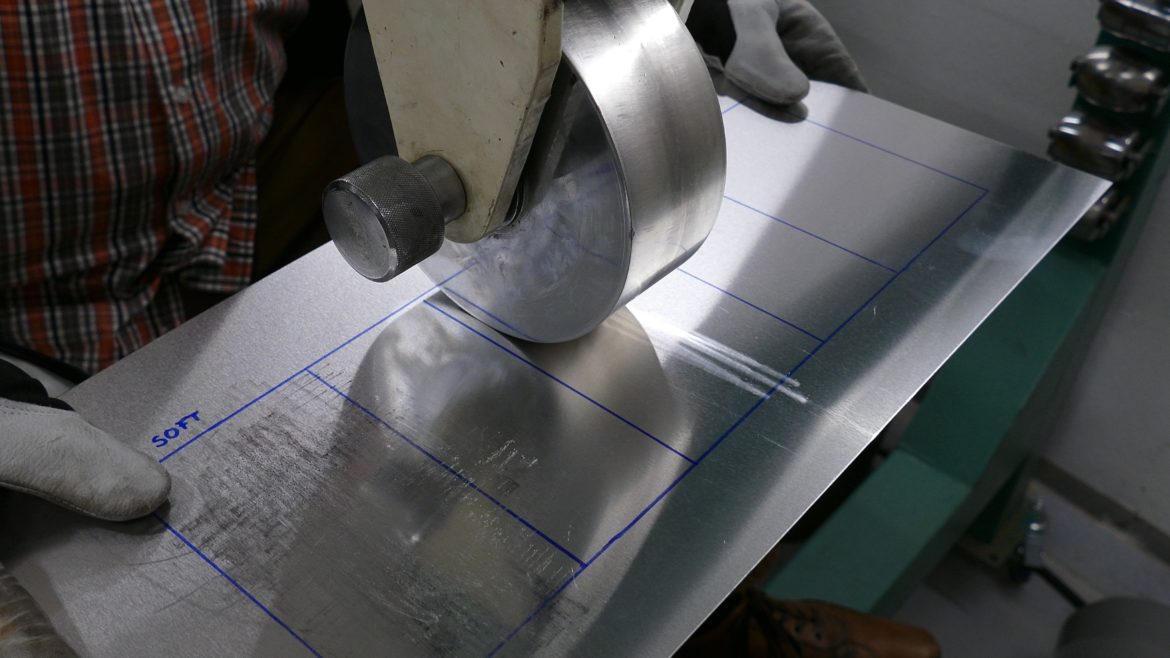
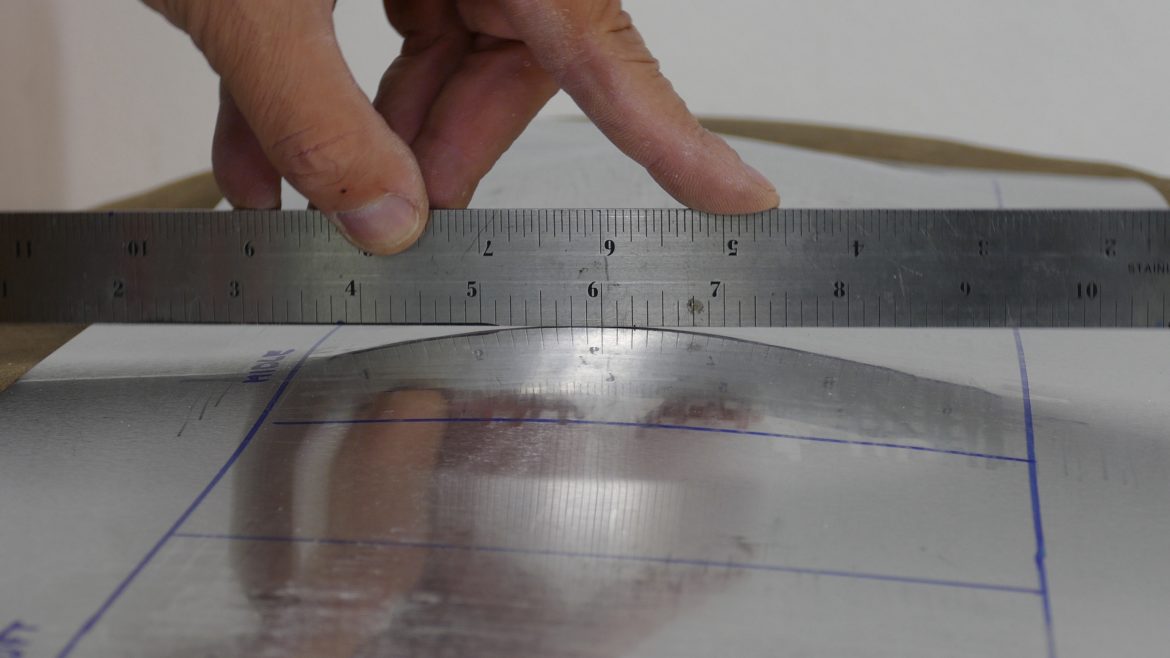
Das dritte Feld wird mit im Vergleich zur „Weichen Stufe“ mit zwei weiteren Druck Umdrehungen bearbeitet. Der Druck ist nun sehr hoch. Natürlich ist die Umformung dementsprechend deutlicher, aber man erkennt auch an jedem Ende eines Zuges „Stop-Markierungen“ und mit jedem Zug eine Erhebung. Diese Umformung wirkt sehr unregelmäßig und muss am Ende ganz sicher noch einmal mit einem „Wash-Up“ Durchgang bei Stufe 1 geglättet werden. Betrachtet man das Ergebnis, erkennt man eine deutliche Wölbung. Doch verwendet man so viel Druck, hat man kaum mehr Kontrolle über die Umformung. Zu viel gestrecktes Material, kann zum Problem werden.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}