
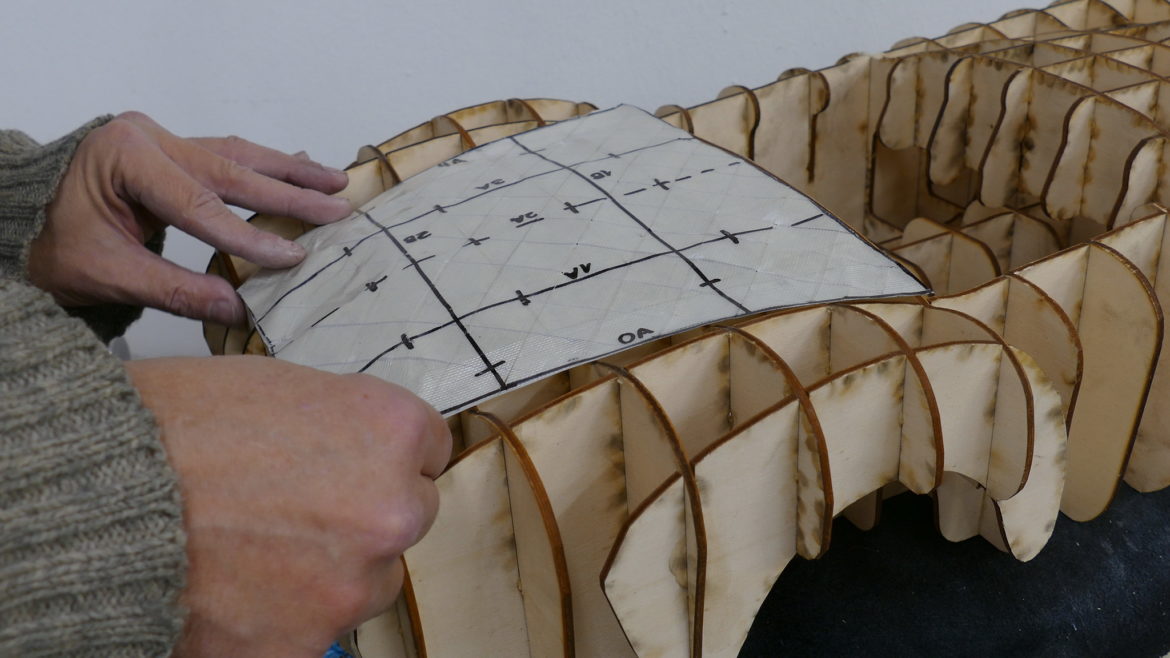
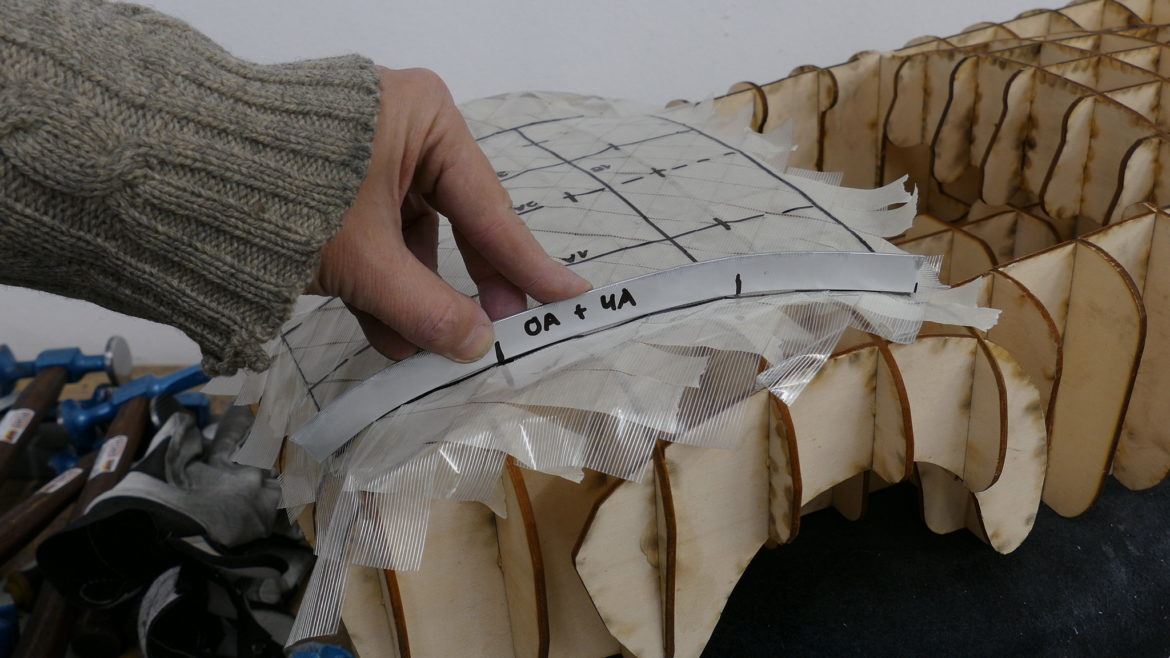
Um die Grundlagen des Umformens zu erlernen, verwenden wir ein Formenmodell eines Oldtimers, an dem die einzelnen Teile nachgeformt werden um unterschiedliche Techniken zu erlernen. Damit die Form genau nachgeformt werden kann, wird zuerst eine Formenschablone des Teils an dem Modell abgenommen. Wie an dem realen Fahrzeug kann dies mittels Klebebandstreifen erfolgen. Die Klebestreifen werden über die einzelnen Rippen des Modells gezogen. Mit einem Gewebeband wird die Formenschablone stabilisiert. Abgezogen und zugeschnitten dient die Schablone als Vorlage für den Zuschnitt. Einzelne Schablonen aus Aluminiumstreifen stellen den Oberflächenquerschnitt dar.
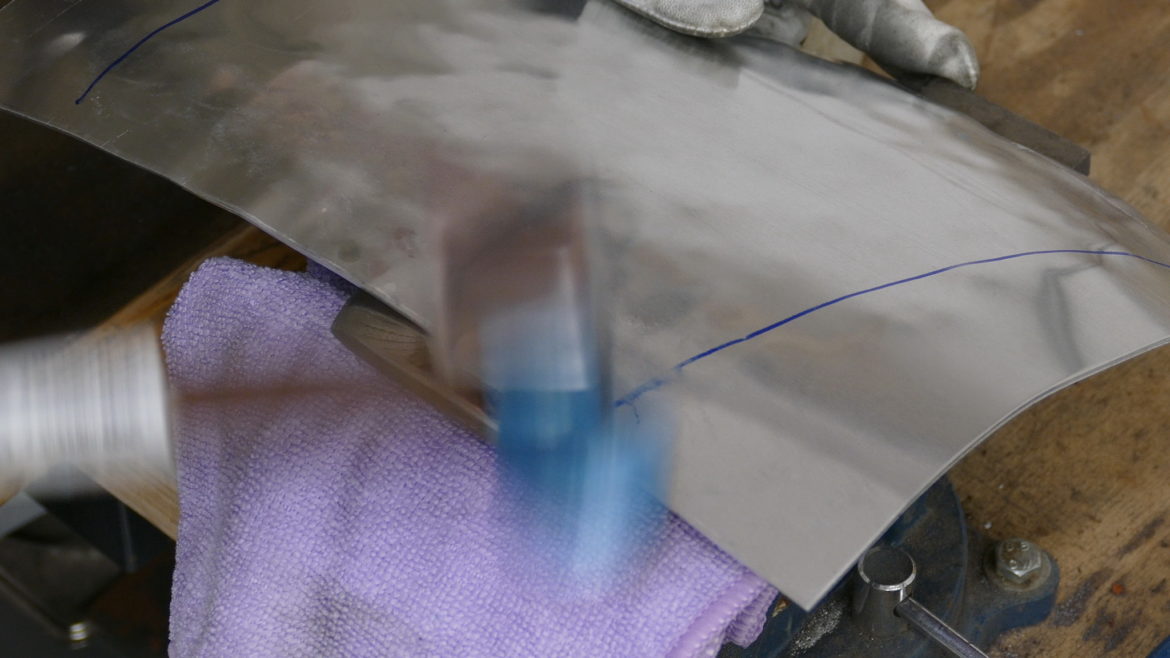
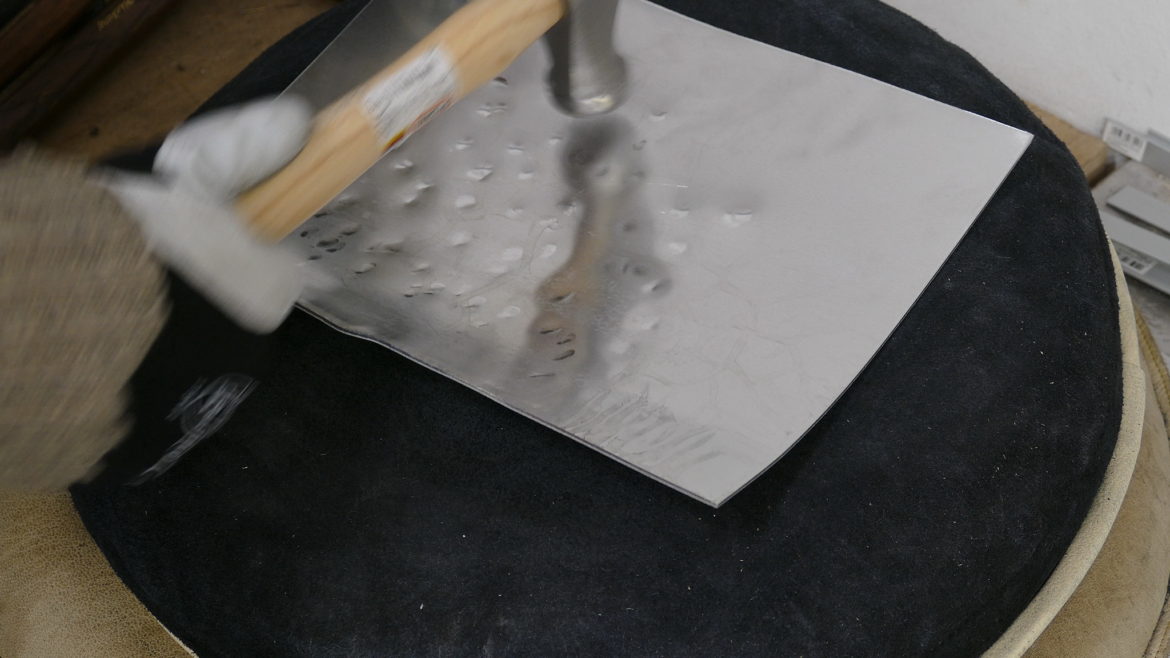
Im ersten Schritt wird die hintere Kante an einem T-Amboss abgerundet. Die gesamte Form ist leicht gewölbt. Um dies Wölbung zu erreichen, wird auf einem Sandsack mit einem stumpfen Polierhammer das Blech in Form getrieben. Wenn man das Blech testweise auf das Modell legt, erkennt man, ob das Blech annähernd passt. Der entstandene Verzug im Blech kann durch Drücken der einzelnen Seiten aus dem Blech herausgenommen werden.
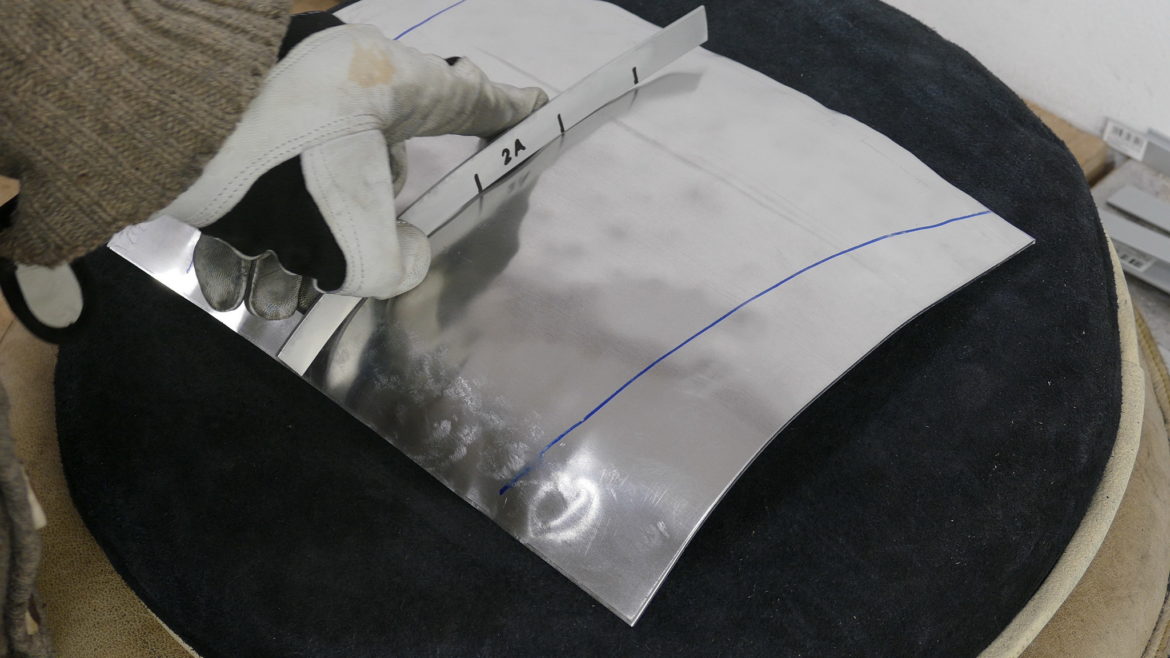
Die entstandenen Unebenheiten werden im nächsten Schritt geglättet. Auf einem Handamboss der von der Form genau der Wölbung gleicht wird das Blech mit einem Glättehammer flach getrieben. Dies erfolgt mit weichen Schlägen, die das Blech leicht streifen. Um zu harte Schläge zu vermeiden, wird der Zeigefinger auf den Stiel des Hammers gelegt. Die polierte Oberfläche des Amboss und des Hammers sorgen für ein glattes Treibergebnis. Der Hammer darf nicht verkantet werden, damit im Blech keine Schäden von der Hammerkante entstehen. Die Form des Blechs kann mit der Forenschablone überprüft werden. Die Schablone muss satt an dem Blech anliegen. An den Stellen, an denen die Schablone Luft hat, muss das Blech noch etwas ausgetrieben werden.
Das Blech wird nun auch noch einmal an der Modellschablone angelegt. Anschließend ist nochmals glätten mit dem Glättehammer angesagt.
Zwischendurch wird das Blech immer wieder an die Form angehalten. Wenn die Form stimmt, wird das Blech final noch mit einem Treiblöffel geglättet. Dies beseitigt die Treibspuren des Hammers. Die Form des Blechs ist erreicht. Im nächsten Zug wird die Oberfläche bearbeitet.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}